Grain Direction Aluminum Sheet
Metal Grain Direction What You Need To Know Aaa Air Support

Understanding Grain Structure And Direction When Plate Bending

Our Signature Perforated Aluminum Sheets With A Handcrafted Waterfall Grain Moz Moz Metal Metals Metallic Design Designs Surface Surfacing Archite

Rolling Direction Of An Aluminium Plate

Is Wood Good In Compression Or Tension Tension How To Apply Structure Architecture

Brushed Bronze Peel Stick Metal Tiles By Aspect Metal 17 99 Short Grain Direction Double Sided Aluminum With Metallic Backsplash Metal Tile Custom Metal

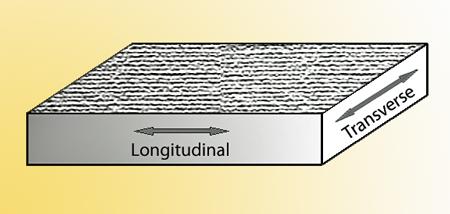
As a general rule the grain line must run perpendicular to the bend to avoid the potential for cracking or fracture.
Grain direction aluminum sheet.

Aluminum Plate Grain Direction In Aluminum Plate

4 X 4 Brushed Stainless Steel Metal Backsplash Tiles Harlequin Alternating Grain Orientation Metallic Backsplash Kitchen Metal Wall Metal Tile

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal

Brushed Aluminium Composite Sheet Brushed Aluminum Aluminium Metal Texture

The Stitch Chair Transforms A 2d Single Sheet Of Aluminum Into 3d Situational Seating W Metal Sheet Design Industrial Design Furniture Furniture Details Design

Grain Size Of Aluminum Alloys Astm 2002a Download Table

Build Your Fantom R Wallet Aluminum Wallet Rfid Wallet Wallet

The Number One Roof Sheathing Being Used To Day Is Plywood Or Particle Board Such As O S B Board We Will Take A Look At These A Roof Sheathing Sheathing Roof

Pin On Store4app Co

The Way Wood Works Reading Grain Direction Popular Woodworking Magazine Woodworking Magazine Popular Woodworking Directions

Polytec Cupboards Ravine Range Wall Cladding Interior Kitchen Cabinet Hardware Wall Cladding

There Are Different Grades And Surface Finishes Of Stainless Steel To Suit The Environment Stainless Steel Strip Stainless Steel Sheet Stainless Steel Plate

Makesgrocery Streamline Smallepad Avoidlist Groceries Commonis Shopping Avoidour Grocery Smallep Smaller Perfect Section Bigge Stuffed Peppers Soup Broth Banana Fruit

Protect Your Roof Structure And Soffit While Enhancing The Appearance Of Your Home With Low Maintenance Aluminum Rus Roof Structure House Exterior Roof Soffits

La Poste Art Direction On Behance Salier Design Nierentisch

Alumig 250p Mig Welding Machines Broad Indurstrial Group Ltd Mig Welding Machine Welders For Sale Mig Welding

Grain Pendant Lighting Ceiling Lights Bulb
Product Name Wood Grain Color Metal Coils Part No Wf Wood2901 Wood Grain Wood Wood Patterns
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiqvlupbxaqt4auezt3tznunxbxmnl1iccgyudo Iy Aggr2 Q Usqp Cau

Brushed Aluminum Texture Brushed Aluminum Texture Aluminum

White Cypress Wilsonart Laminate 4 X 8 Sheets Softgrain Finish Wilsonart Laminate Sheets Laminate

Types Of Wood Joints I Might Need This One Day Http Www Shopsmith Com Academy Routing2 Index Htm Woodworking Joints Types Of Wood Joints Wood Joints

After Over 30 Years In Business Pro Tools Remains The 1 Choice Of Metal Fabricators For High Quality Tools At An Affordable Welding Diy Welding Welding Tips

Bocce Ball Court Size Google Search Bocce Court Bocce Ball Court Court Pictures
Source : pinterest.com
